





Fire protection for the bioenergy industry
Elevate bioenergy expansion, mitigate fire risks
As the wood pellet industry thrives, so does the risk of fires on production lines. High-speed manufacturing generates combustible dust, prone to ignition from mechanical failures. Preventing such incidents is crucial for sustainable bioenergy growth. Let’s prioritize safety and innovation to unlock bioenergy’s full potential while keeping fires at bay.
50%
of the fires start in sawdust and dust
470
degrees C – MIT (Minimum Ignition Temperature) needed to ignite whirling wood dust

Mitigating fire and explosion risks in biomass handling
Biomass, including wood chip or wood pellets, presents significant fire and explosion risks during handling. Stored biomass can self-heat, leading to the creation of flammable dust. Layers of wood dust, such as those found in a pellet silo, can ignite at temperatures as low as 260°C / 500°F. Sparks and hot particles, detectable by firefly detectors, can trigger ignition at temperatures as low as 250°C / 480°F. Since 2001, US wood pellet plants have recorded 52 fires and explosions.
As wood becomes increasingly favoured as a fuel source in power stations and smaller installations, careful monitoring of the transportation and handling of biomass is essential. Safeguarding against these risks is critical to ensuring the safe expansion of the industry.
Optimizing fire safety in the bioenergy sector
Firefly specializes in custom solutions harnessing IR detectors to identify hot particles before they ignite. Paired with full-cone water spray extinguishing, our offerings deliver comprehensive protection across pellet manufacturing processes.
As the demand for sustainable power generation drives the expansion of the wood pellet industry, effective fire management becomes imperative for companies eyeing growth in this burgeoning market. Seamless operations are crucial for maximizing profitability in any continuous process.

Custom solutions for the bioenergy industry
Firefly mill room protection
The Firefly Mill Room Protection is a unique solution on the market combining a Fire Prevention Solution; Firefly Spark Detection System with a Fire Protection Solution; Firefly Quick Suppression System. Firefly’s unique Spark Detection System is based on True IR spark detectors that are insensitive to daylight. Both Firefly Spark Detection and Extinguishing System are certified according to FM, Factory Mutual and VdS, Schadenverhütung GmbH.
As the first company in the world, Firefly launched a third party certified Quick Suppression System. The Firefly Quick Suppression System is a complete system designed for extremely quick detection and efficient water mist suppression of flames or fires in and around critical machinery and high-risk areas. The system has been fire tested against the test protocol DFL TM170307-1261 and verified by the DNV.
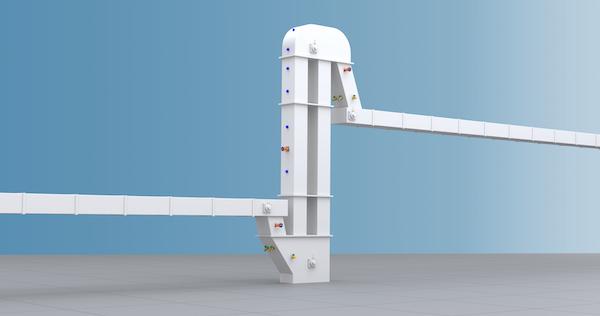
Firefly has solutions for protecting the whole Wood Pellet Manufacturing Process including Filters and Silos.

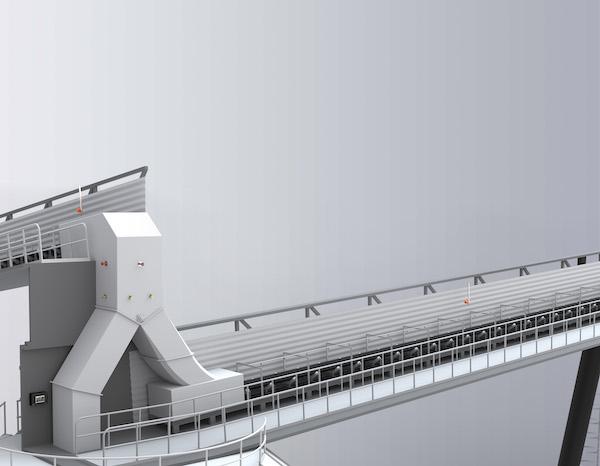
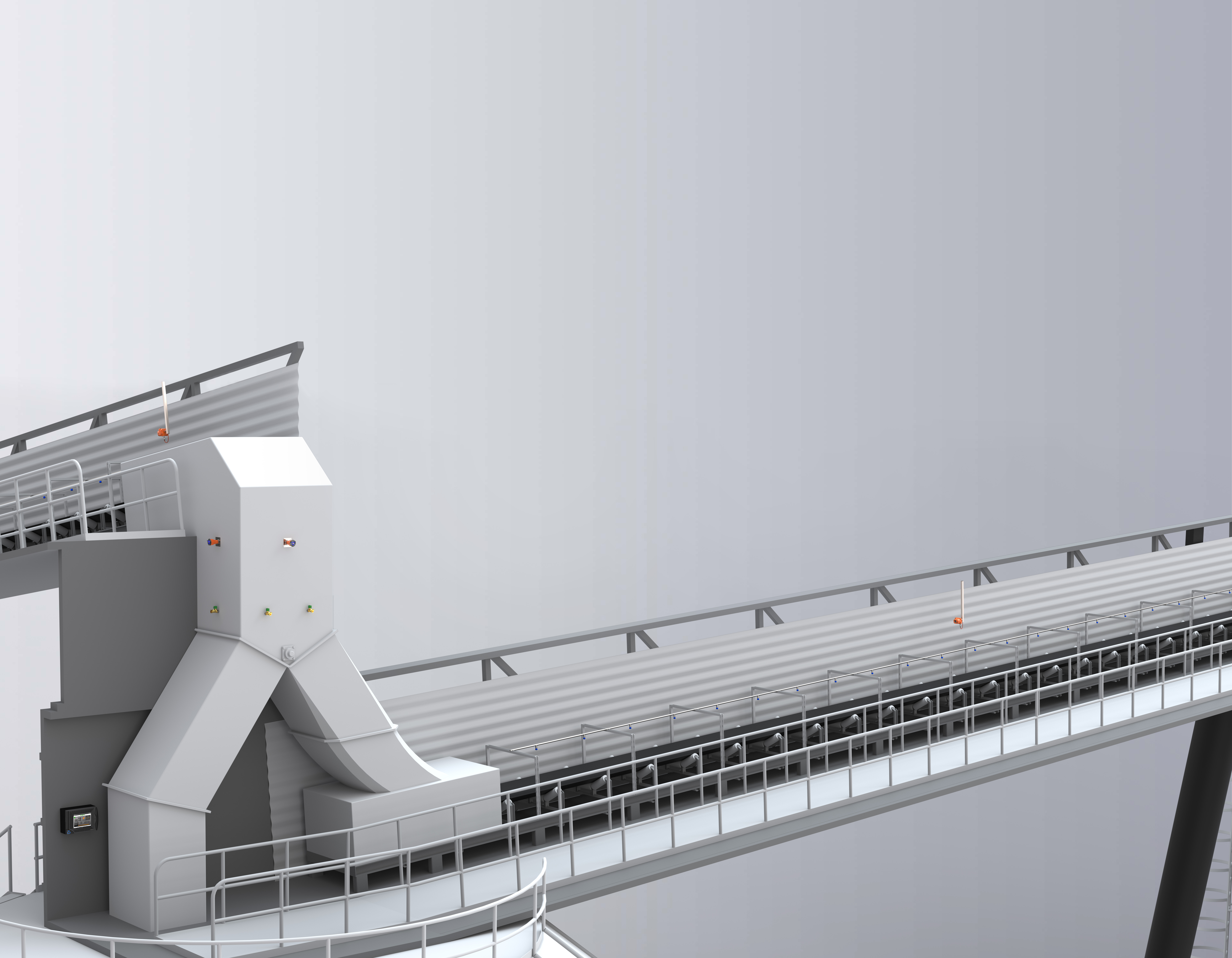
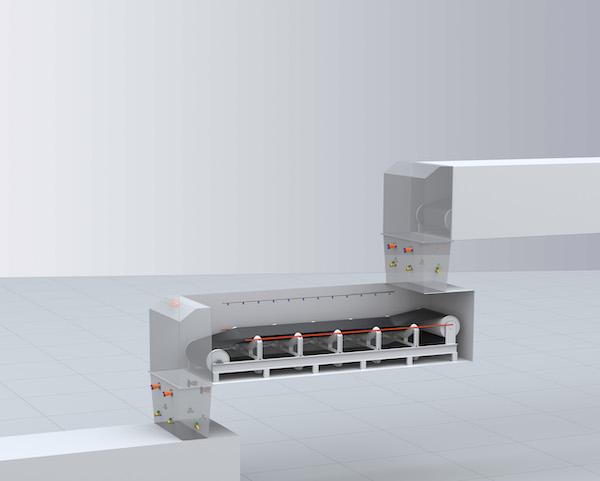
Firefly ConveyorGuard™
A fire in a belt conveyor is often hard to extinguish and can spread very quickly. In the worst case it can spread to surrounding material stacks and could last for weeks, causing major loss of revenue and production downtime.
The purpose of the Firefly ConveyorGuard™ solution is to automatically detect and suppress a fire at an early stage and to stop the conveyor belt as quickly as possible. The Firefly ConveyorGuard™ solution can be complemented with Firefly open area flame detectors and/or LTS cable.
Firefly ShredderGuard™
Frequent fires in shredders often result in production downtime and loss of revenue. A fire in a shredder can spread very quickly. Therefore, Firefly has developed Firefly ShredderGuard™, a Quick Suppression System that can withstand the tough conditions in and around a shredder. The main focus of the Firefly ShredderGuard™ solution is to detect and extinguish a fire in a shredder as quickly as possible. This is why a Firefly safety system always consists of three main integrated functionalities: detection, extinguishing and control.
By integrating different techniques (flame detection, True IR-detection, full-cone water spray extinguishing and water mist suppression) into one solution, Firefly provides optimal safety for the protection of shredders.

Key benefits
Quick System Response Time
Minimum Water Usage
Third Party Approved System
Precision Detection








Safe and certified for your industry. Read more about our certifications and approvals here.
Unique Fire Protection Solutions for the bioenergy industry
ULTRA QUICK RESPONSE TIME
The Quick Suppression System, which is part of our Mill Room Protection™ solution, operates with high performance flame detectors for extremely quick detection. The efficient water mist system has remarkable suppression capabilities which reduce damages on machinery.
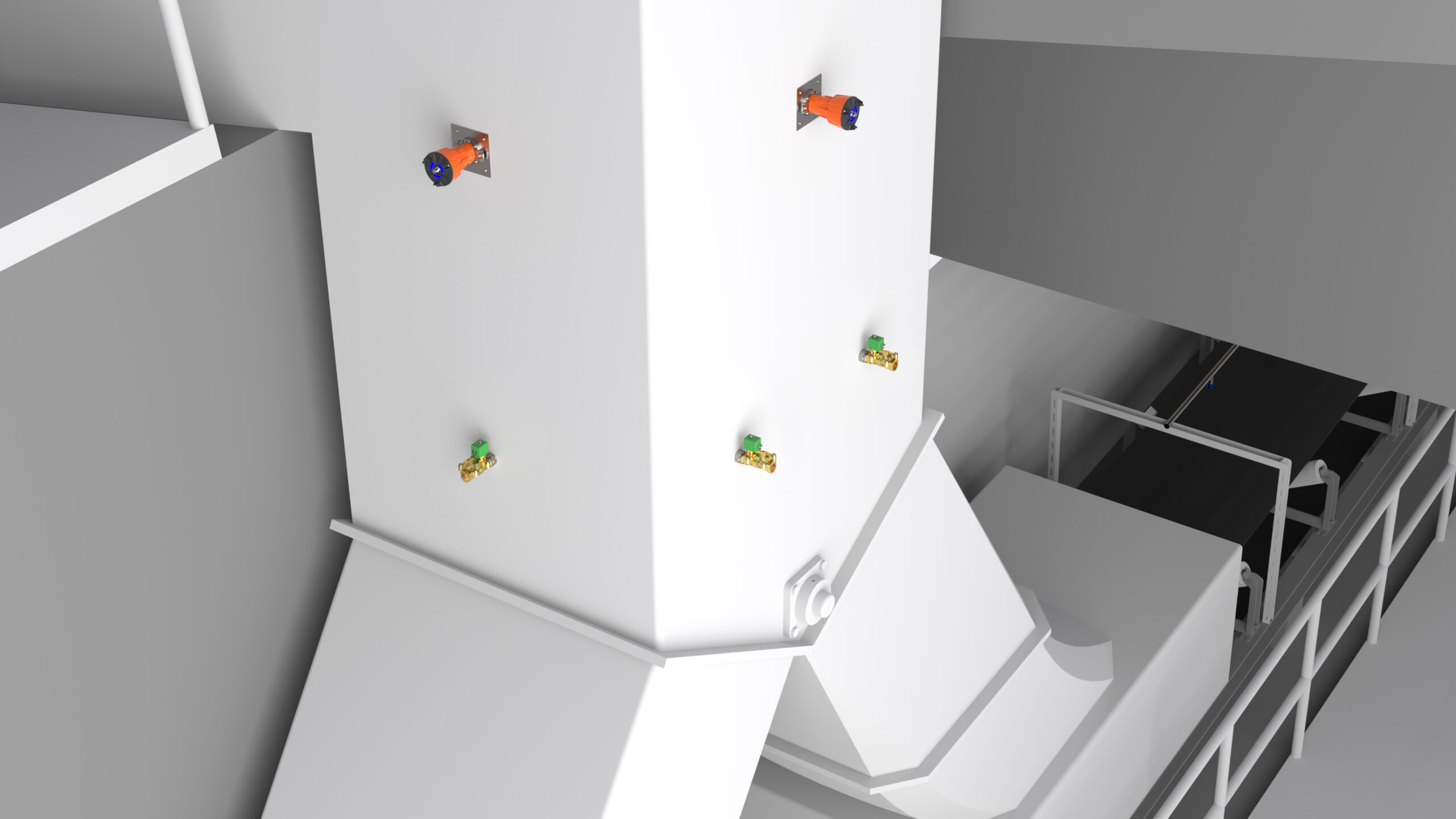
PRECISION DETECTION
The True IR Spark detectors enable Precision Detection of ALL types of ignition sources such as hot black particles, glowing embers and sparks. The detectors are insensitive to daylight. Systems are also equipped with Multi-Channel flame detectors using advanced algorithms for Precision Detection of flames with high immunity to false positives.
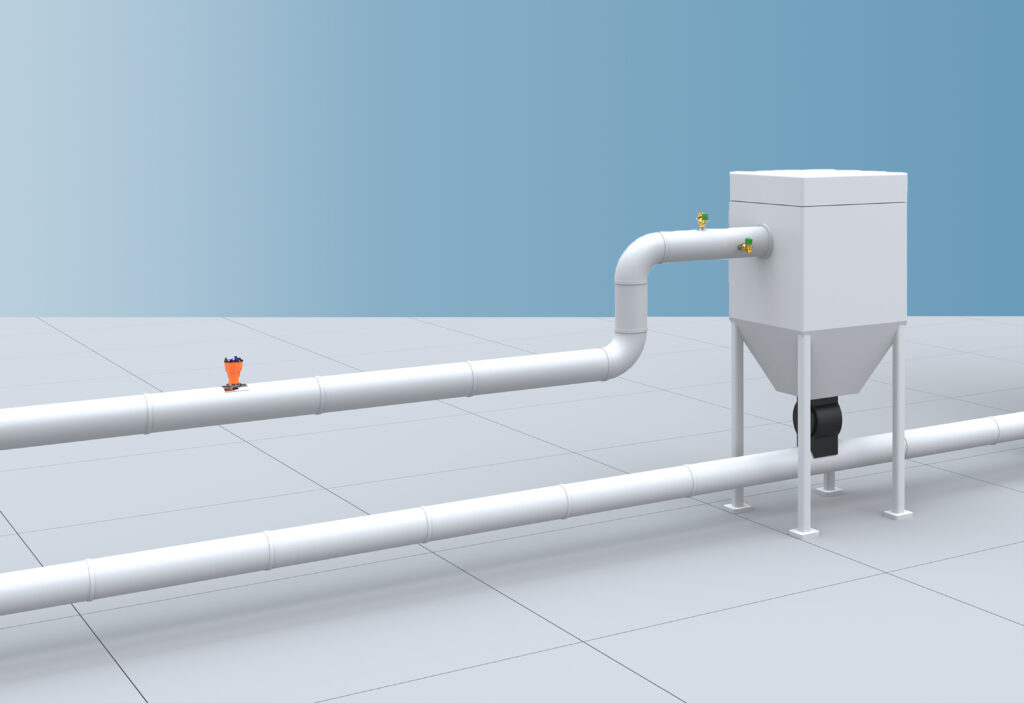
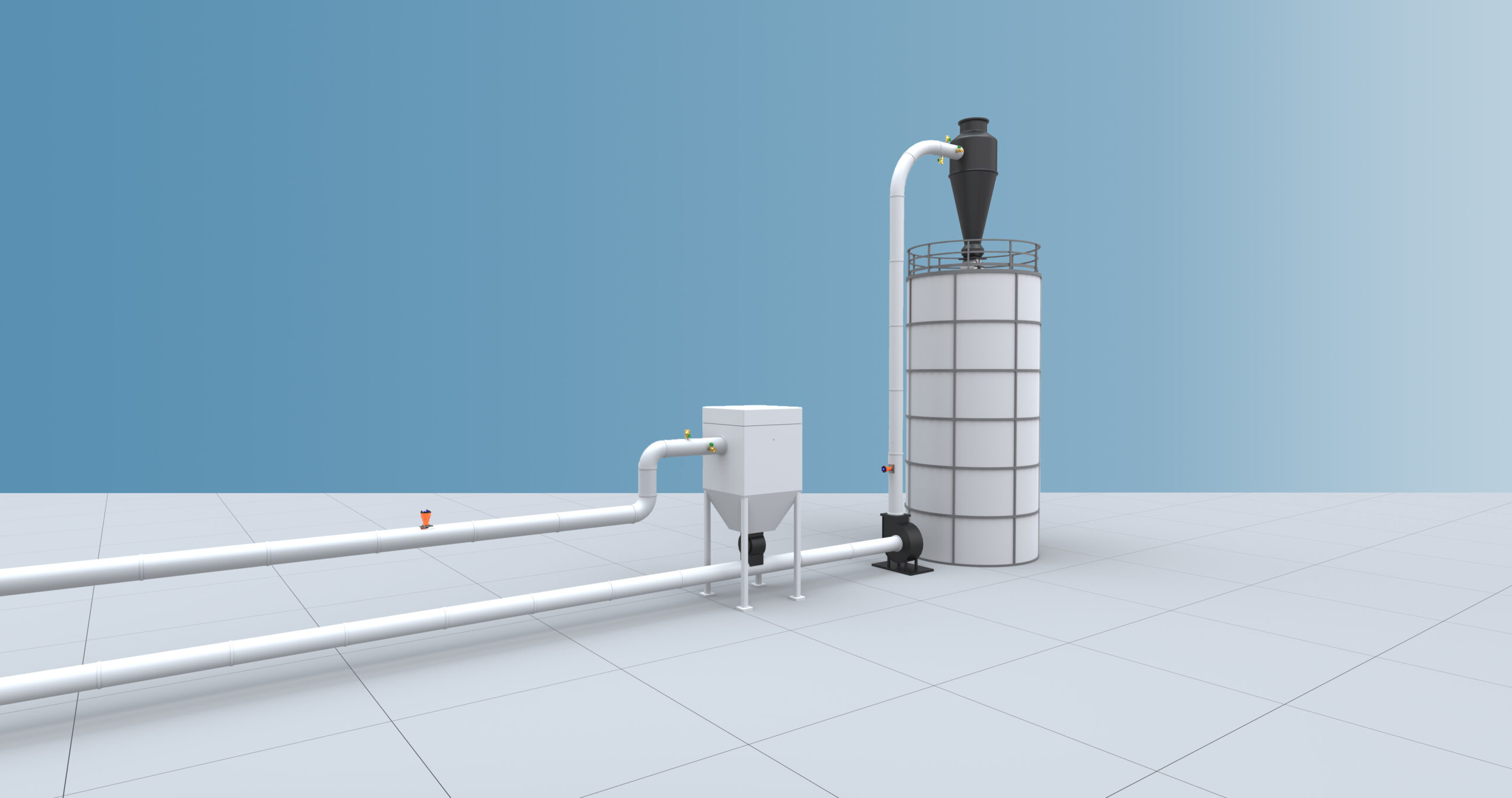
FIREFLY FILTER PROTECTION
Dust extraction systems are vital to take care of dust generated in dry bulk handling processes. The risk in these units is considered very high due to the high concentration of dust. Firefly’s FM-approved Spark Detection and Extinguishing System will efficiently prevent ignition sources from entering the risk zones.
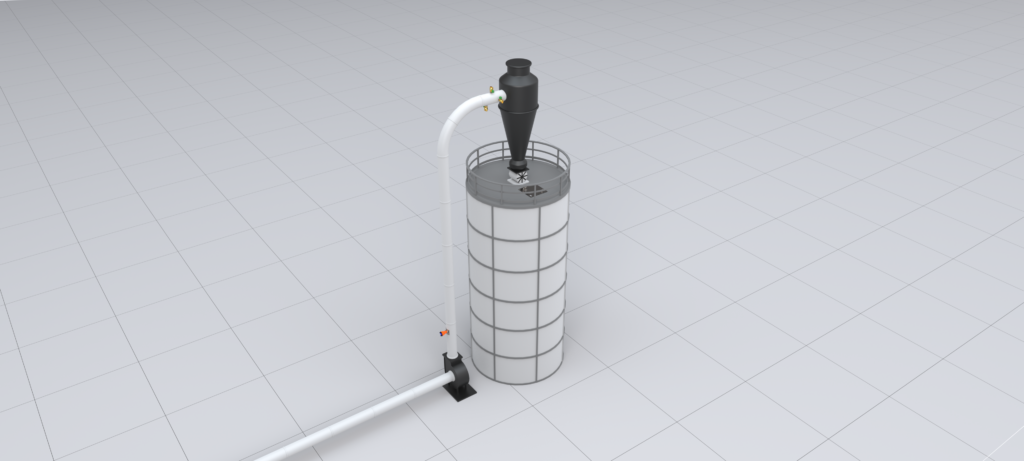
FIREFLY SILO PROTECTION
Firefly’s True-IR detectors will prevent ignition sources (such as hot black particles, embers and sparks) from entering the silo. Full-cone water spray is one of the methods used to extinguish the ignition source in milliseconds after detection. The detection of a smouldering fire inside a silo is known to be very difficult. Firefly’s MGD, a gas analyzer, commonly known as “electronic nose,” is designed to detect the earliest stages of a combustion process, for example the self-heating process of an organic material.
Downloads
Firefly Pellet Industry
Firefly Spark Detection
Firefly EXsolvo®
Firefly EXIMIO™
Keeping industry leaders safe

NICOLAS AL HOUAYEK
Corporate manager
Promotora Ambiental
“Firefly has been on our side since day one. We have worked with their team during the project definition to get the best ratio between risk management and CAPEX optimization. Firefly keeps our people safe while we concentrate on improving our performance standards in the alternative fuel industry.”
KONSTANTIN ČERNYCH
Project manager
Grigeo
“The installation of the Firefly systems has brought safety to the operators.
Before, we had to be very observant and we knew that our reaction was crucial for the handling of incidents. Now we can rely on the Firefly Fire Protection System.”
LEENDERT-JAN VAN DER HOUT
Project Engineer
Cérélia
“With the Firefly System an early detection of hot particles leads to immediate extinguishing and prevents the build up of a fire. Since the system was installed, Cérélia has had numerous detections but no fires.”








