





Fire protection in the power generation industry
Generate power without risk of fire
Power generation facilities face numerous fire and explosion risks, demanding vigilant safety measures. Common hazards include hot particles and foreign objects, like stones and metal, within incoming materials, posing ignition risks. Friction from material build-up at various process points also heightens the threat.
Optimize your power generation processes for safety and efficiency. Our comprehensive solutions mitigate fire risks, ensuring uninterrupted power production while safeguarding against potential disasters.
100
degrees C – normal running temperature for steam turbine generator bearings
26
million dollars – average property loss for turbine building fire

Mitigating fire risks associated with turbine lubrication oil
Turbine lubrication oil presents a significant fire hazard, particularly as turbine operating temperatures can surpass the oil’s ignition point. Additionally, conveyors pose risks, as objects like stones and metal fragments in incoming materials can impede flow, leading to temperature spikes. Friction from material accumulation further exacerbates these dangers.
Consider the scale: Large steam turbine generators require thousands of litres of oil for bearing lubrication. In the event of oil leakage, triggered by factors like vibrations, operator oversight, or electrical faults, the ensuing fire can result in catastrophic consequences for the entire plant.
Ensure your facility’s safety by implementing robust measures to mitigate these risks effectively.
Countering high costs and downtime caused by fires
Research conducted by FM Global reveals that inadequate fire protection was a significant factor in 17 major turbine building fires studied. The resulting property damage, excluding lost production, exceeded $400 million, with an average property loss of $26 million per incident. These fires led to turbine downtime ranging from 10 days to 48 weeks, resulting in a loss of generating capacity surpassing 20 million MWh.
Firefly offers proactive protection for your power generation facility. Our advanced systems detect and extinguish hot particles within your processes, anticipating potential fires and ensuring uninterrupted operations. Safeguard your facility with Firefly to maintain operational continuity and minimize risks.

Custom solutions for the power generation industry
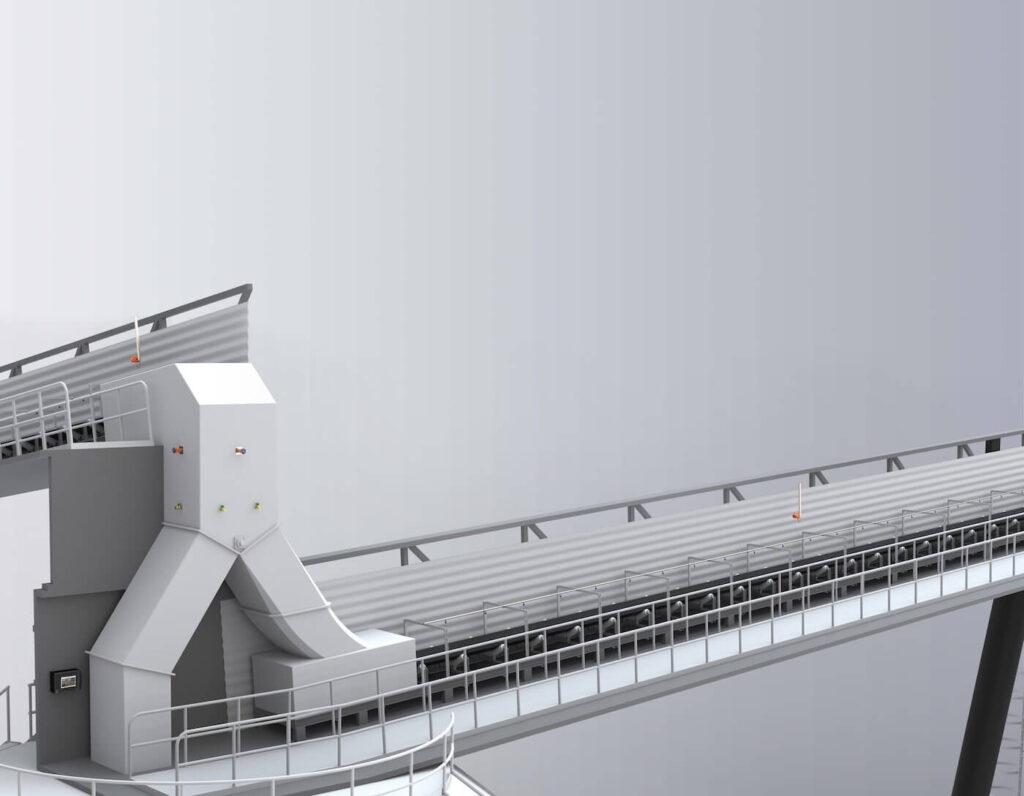
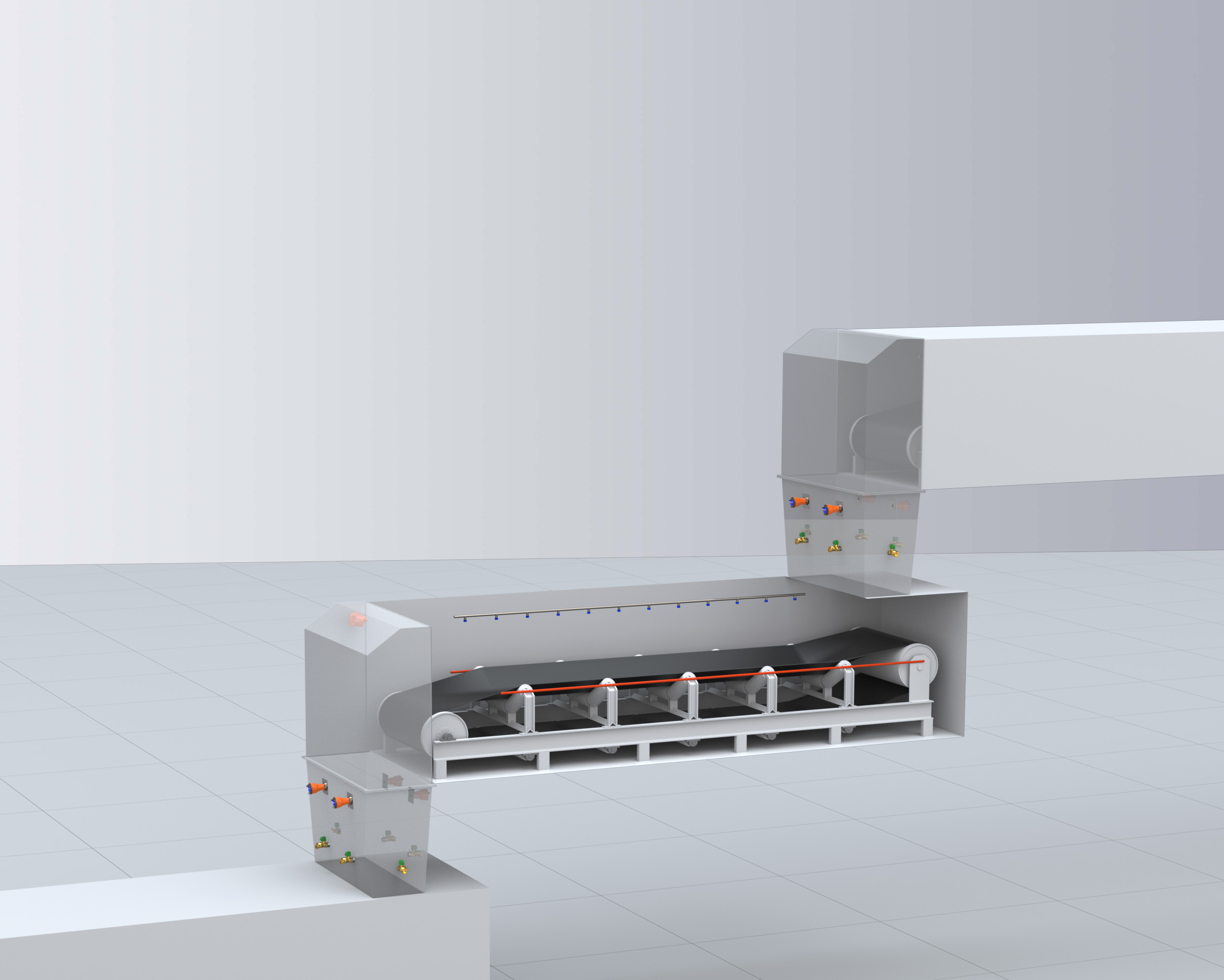
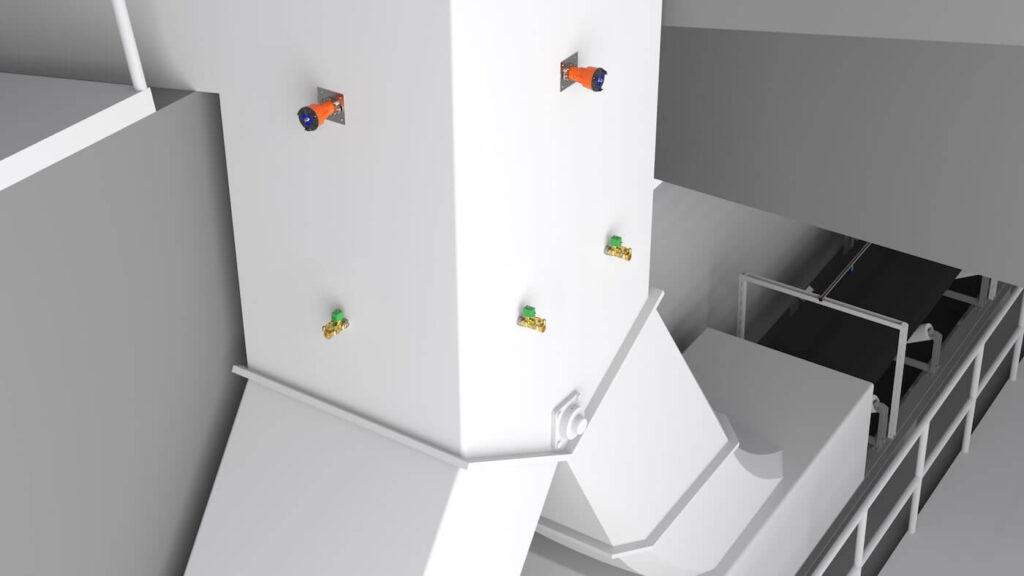
Firefly ConveyorGuard™
A fire in a belt conveyor is often hard to extinguish and can spread very quickly. In the worst case it can spread to surrounding material stacks and could last for weeks, causing major loss of revenue and production downtime.
The purpose of the Firefly ConveyorGuard™ solution is to automatically detect and suppress a fire at an early stage and to stop the conveyor belt as quickly as possible. The Firefly ConveyorGuard™ solution can be complemented with Firefly open area flame detectors and/or LTS cable.
Key benefits
Quick System Response Time
Minimum Water Usage
Third Party Approved System
Precision Detection








Safe and certified for your industry. Read more about our certifications and approvals here.
Unique Fire Protection Solutions for the recycling industry

ULTRA QUICK SYSTEM RESPONSE TIME
The Quick Suppression System, which is part of our protection solution for shredders, operates with high performance flame detectors for extremely quick detection. The efficient water mist system has remarkable suppression capabilities which reduce damages on machinery.

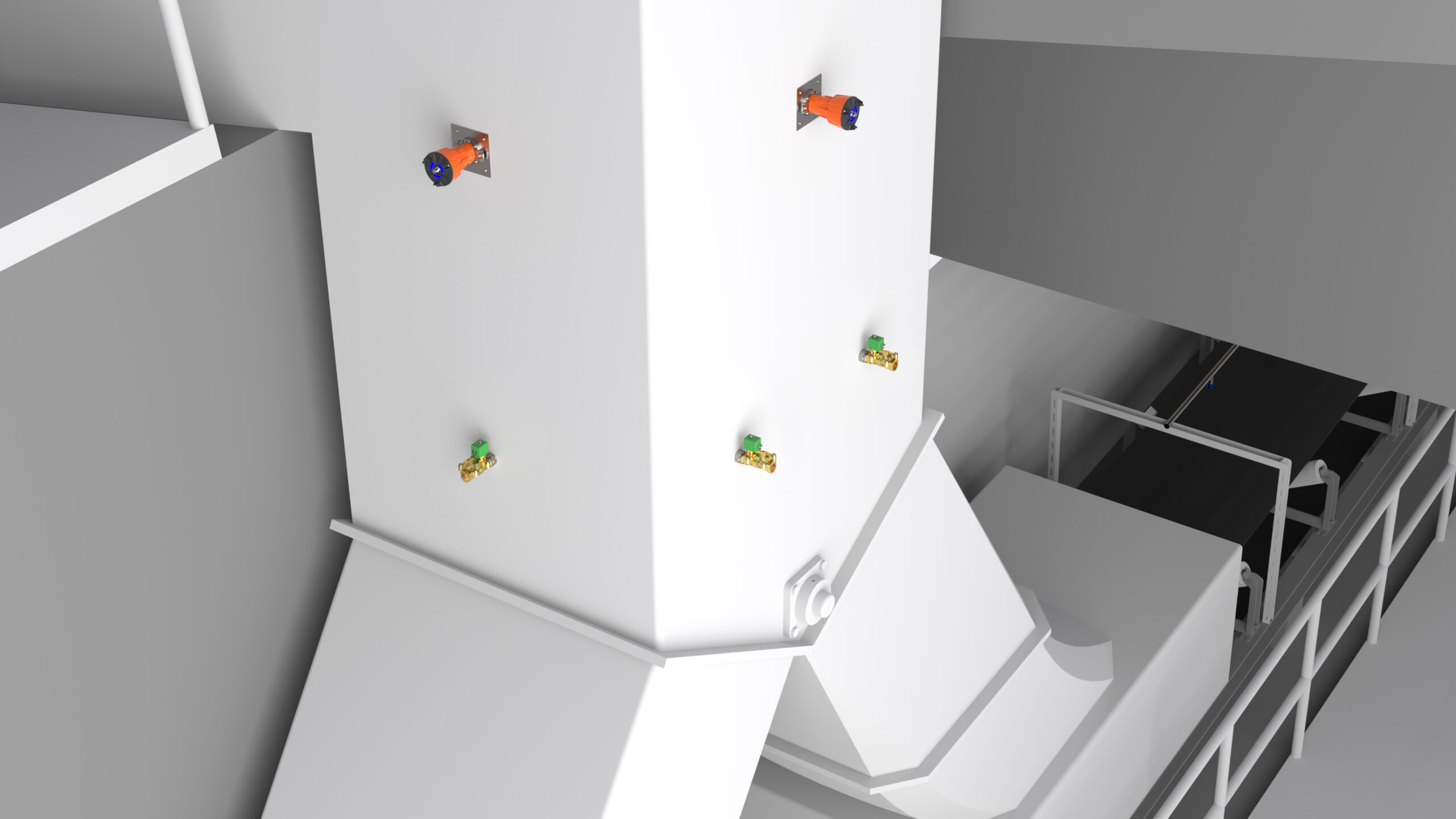
PRECISION DETECTION
The True IR Spark detectors enable Precision Detection of ALL types of ignition sources such as hot black particles, glowing embers and sparks. The detectors are insensitive to daylight. Systems are also equipped with Multi-Channel flame detectors, using advanced algorithms for Precision Detection of flames with high immunity to false positives.

EXCELLENT SUPPRESSION CAPABILITIES
The Water Mist System with fire-tested and verified extinguishing capabilities utilizes very small amounts of water resulting in less impact on machinery, minimized production loss and down time.
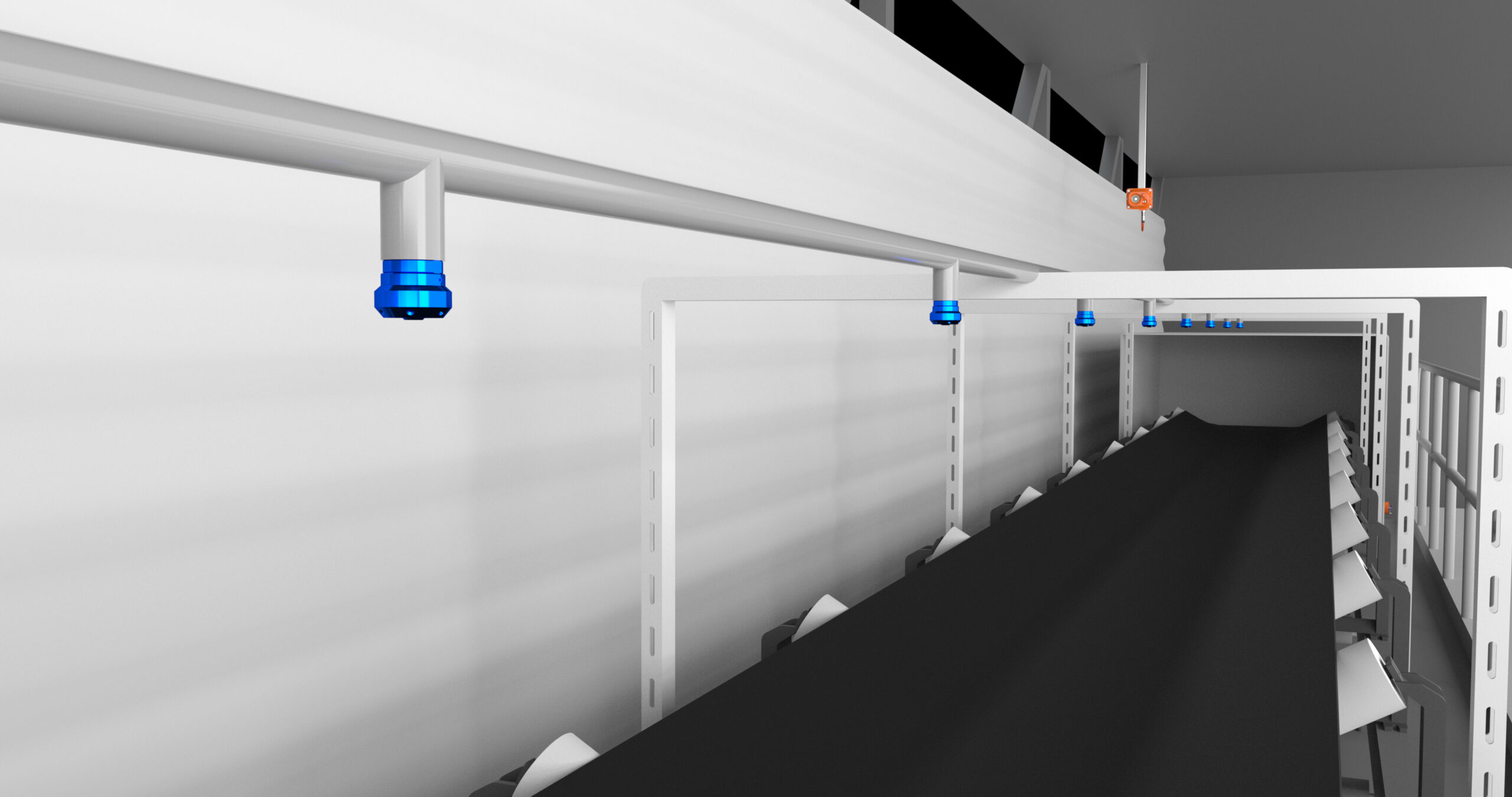
FULL-CONE WATER SPRAY EXTINGUISHING
Powerful extinguishing with a unique nozzle design and placement aimed to penetrate and cover the entire material flow. Activated within milliseconds after detection.
Downloads
Firefly ConveyorGuard™
Firefly EXIMIO™
Firefly Spark Detection System
Firefly Quick Suppression System
Keeping industry leaders safe

KONSTANTIN ČERNYCH
Project Manager
Grigeo
“The installation of the Firefly systems has brought safety to the operators.
Before, we had to be very observant and we knew that our reaction was crucial for the handling of incidents. Now we can rely on the Firefly Fire Protection System.”
NICOLAS AL HOUAYEK
Corporate manager
Acme corp
“Firefly has been on our side since day one, we have worked with their team during the project definition to get the best ratio between risk management and CAPEX optimization. Firefly keeps our people safe while we concentrate on improving our performance standards in the alternative fuel industry.”
LEENDERT-JAN VAN DER HOUT
Project Engineer
Cérélia
“With the Firefly System an early detection of hot particles leads to immediate extinguishing and prevents the build up of a fire. Since the system was installed, Cérélia has had numerous detections but no fires.”








